
全国咨询热线:18952034565
在食品、制药、化工、新材料等行业粉体转运工序中,传统人工投料、螺旋输送、斗式提升等方式长期存在扬尘污染、物料损耗、安全隐患、交叉污染、人工成本高、自动化适配差等一系列痛点,难以匹配现代化洁净、安全生产标准。真空上料机依靠负压密闭输送原理,凭借六大不可替代的核心优势,逐步取代传统输送设备,成为各类超细粉体、颗粒物料转运的主流首选设备,全方位解决粉体生产的各类行业难题。
第一大核心优势为全密闭无尘输送,从源头根除粉尘危害。传统敞口投料作业时,轻质超细粉体极易随气流扩散,车间悬浮粉尘浓度超标,既造成原料浪费,还会危害操作人员呼吸系统,同时粉尘堆积存在粉尘爆炸安全风险。真空上料机依靠负压气流带动物料在管道内密闭转运,全程无物料外露、无粉尘外溢,投料、输送、下料全部在封闭腔体完成,过滤系统可截留全部细微粉体,洁净空气单独排出。整套系统可维持车间洁净度稳定,满足制药GMP、食品洁净车间管控标准,消除粉尘爆炸、职业健康两大核心隐患,实现无尘化连续生产。
第二大核心优势是杜绝批次交叉污染,适配多品类粉体轮换生产。人工转运、开放式料斗、普通螺旋输送机内部极易残留物料,更换原料时清洗难度大,不同粉体混杂会导致产品色差、配方失衡、成品报废。真空上料机与物料接触部件多采用镜面抛光不锈钢,内壁光滑无死角,无物料粘附堆积;设备可快速拆解清洗,部分机型支持在线喷淋、高温灭菌,残留粉体可完全清理。负压输送无机械搅拌、无螺杆挤压残留,切换原料无需长时间停机清扫,有效规避不同批次、不同品种粉体交叉污染,尤其适配疫苗辅料、色素、功能性粉体等高洁净要求的生产场景。
第三大核心优势显著降低物料损耗,提升原料利用率。超细粉体质地轻盈,人工倾倒、敞口输送过程中大量粉体飘散沉降在地面、设备缝隙,无法回收,高端药用、功能性粉体原料单价高昂,长期飘散损耗会大幅拉高生产成本。真空上料机气固分离滤芯可百分百回收输送过程中的细微粉料,无落地料、无飘散浪费,物料几乎全部送入反应釜、混合机、制粒设备。对比传统输送方式,粉体损耗可降低九成以上,长期规模化生产能够节约大量原料采购成本,经济效益突出。
第四大核心优势自动化程度高,大幅削减人工投入,规避人为操作风险。传统粉体转运需要专人持续拆袋、投料、清扫,人力占用量大,人工频繁接触粉体还会带入毛发、皮屑等外源杂质,提升污染概率。真空上料机可对接整条生产线实现全自动连续输送,无需人工值守投料,搭配料位传感器、定量控制系统可精准完成匀速投料。整条粉体工序仅需少量人员监控设备运行,大幅缩减用工成本;同时减少人机直接接触,降低人为失误带来的物料污染、静电起火、粉尘吸入等安全问题,推动车间无人化、标准化作业升级。
第五大核心优势运行安全稳定,适配易燃易爆、高静电粉体工况。粉体物料摩擦极易产生静电,传统开放式输送静电无法导出,极易引燃易燃粉体引发安全事故。真空上料整机配备完整静电接地结构,管道、料仓、滤芯全部导通导出静电,负压密闭环境不会形成粉尘悬浮爆炸空间;设备无机械撞击部件,输送过程无摩擦发热,不会引燃色粉、树脂粉、药用易燃辅料。整机结构紧凑,无外露运转零部件,不会发生夹手、物料飞溅伤人等工伤事故,适配烟花爆竹粉体、化工易燃粉料、生物制药粉体等严苛安全生产场景。
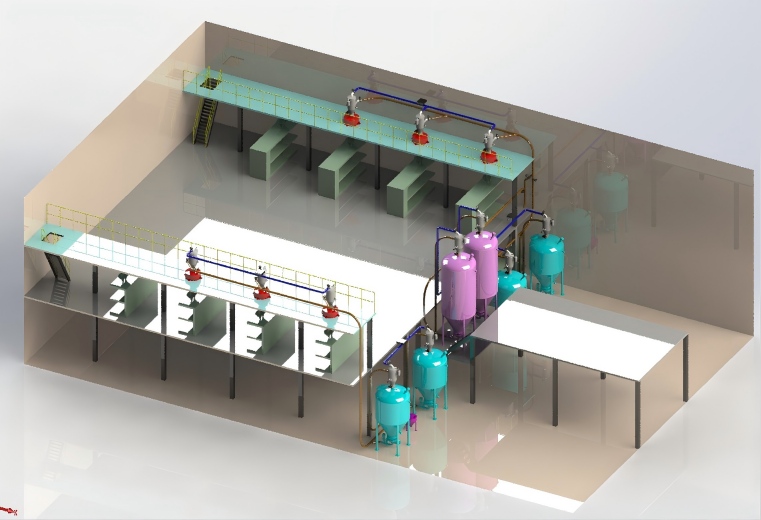
第六大核心优势适配性广、安装灵活,兼容各类生产线改造升级。真空上料机不受车间布局限制,水平、倾斜、垂直输送均可实现,管道可灵活弯折,能够跨越储罐、混合设备、烘干机组等装置,无需大幅改动原有生产线布局。设备体积小巧,占地面积远低于斗提机、螺旋输送机,新旧车间均可快速加装调试;输送粒径覆盖从纳米级超细粉末到中小型颗粒,适配食品淀粉、药用甘露醇、化工树脂、菊芋粉、金属氧化物等几乎所有粉体原料。设备运行噪音低、能耗小,运维简单,滤芯更换、腔体清洗操作便捷,长期使用运维成本低廉。
综合六大核心优势不难看出,真空上料机同时解决粉尘污染、物料损耗、交叉污染、人工成本、安全生产、产线适配六大行业痛点,兼顾洁净、高效、安全、经济多重需求。传统输送设备往往只能解决单一问题,却会衍生其他缺陷,而真空负压输送模式形成完整闭环优势,完美契合当下精细化工、生物制药、食品加工行业绿色、洁净、自动化的发展趋势,因此成为全行业粉体输送工序无可替代的首选设备。
本文来源于best365中国版官网官网 https://www.etop-tec.com/